Влияние угла заточки на качество обработки металла фрезой
ОБУЧЕНИЕ ЧПУ — УРОК 9 — СОВЕТЫ ПО ФРЕЗЕРОВАНИЮ / Программирование станков с ЧПУ и работа в CAD/CAM
Фрезы являются важным инструментом при обработке металла. Однако, качество обработки зависит от многих факторов, включая угол заточки фрезы.
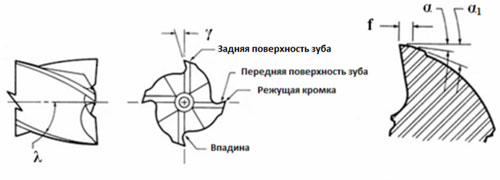
Угол заточки фрезы определяет форму ее режущей кромки и направление сил, которые возникают в процессе обработки. При неправильном угле заточки фрезы может происходить заедание или образование дефектов на обрабатываемой поверхности.
Исследования показывают, что оптимальный угол заточки зависит от свойств металла и типа обрабатываемой поверхности. Например, для обработки стали рекомендуется угол заточки от 60 до 90 градусов, в то время как для алюминия оптимальный угол может быть от 30 до 60 градусов.
Кроме того, угол заточки может быть различным для разных типов фрез. Например, для фрезы с плоской режущей кромкой оптимальный угол может быть больше, чем для фрезы с цилиндрической режущей кромкой.
Таким образом, выбор оптимального угла заточки фрезы является важным фактором для достижения высокого качества обработки металла. Однако, необходимо учитывать свойства металла и тип обрабатываемой поверхности для определения оптимального угла заточки.
Кроме угла заточки, на качество обработки металла фрезой также влияет и другие параметры, например, глубина резания, скорость вращения фрезы, подача материала и др.
Глубина резания
Глубина резания определяет, насколько глубоко фреза проникает в материал. Если глубина резания слишком большая, то возможно возникновение заедания или образование дефектов на поверхности. Однако, слишком маленькая глубина резания может привести к низкой производительности обработки.
Скорость вращения фрезы
Скорость вращения фрезы также является важным параметром при обработке металла. Она определяет скорость движения режущей кромки фрезы по поверхности материала. Слишком высокая скорость вращения может привести к перегреву и деформации материала, а слишком низкая скорость может привести к неравномерной обработке или заеданию.
Уроки фрезерования или как идеально заточить донышко фрезы
Подача материала
Подача материала определяет скорость движения материала по направлению к режущей кромке фрезы. Она также влияет на качество обработки металла фрезой. Слишком большая подача может привести к деформации или разрушению материала, а слишком маленькая подача может привести к низкой производительности обработки.
Выбор оптимальных параметров
Выбор оптимальных параметров для обработки металла фрезой зависит от свойств материала, типа обрабатываемой поверхности и требуемого качества обработки. Для каждого конкретного случая необходимо проводить эксперименты и определять оптимальные значения параметров.
Важно учитывать все параметры, включая угол заточки, глубину резания, скорость вращения фрезы, подачу материала и другие, для достижения высокого качества обработки металла фрезой.
Выбор угла заточки
Угол заточки является одним из наиболее важных параметров при обработке металла фрезой. Он определяет форму и размер режущей кромки фрезы, а также ее способность проникать в материал. В зависимости от типа материала и требуемого качества обработки, выбираются различные углы заточки.
Для обработки мягких материалов, таких как алюминий или медь, часто используются фрезы с большим углом заточки (от 45 до 60 градусов). Это позволяет получить острые режущие кромки и высокую производительность обработки. Однако, при работе с твердыми материалами, такими как сталь или титан, используются фрезы с меньшим углом заточки (от 15 до 30 градусов). Это позволяет получить более прочные режущие кромки и уменьшить вероятность их облома или износа.
Также следует учитывать тип поверхности, которую необходимо обработать. Для обработки плоских поверхностей используются фрезы с прямой заточкой (угол в 0 градусов), а для обработки криволинейных поверхностей — фрезы с закругленной заточкой (угол от 5 до 15 градусов).
Особенности обработки различных материалов
Обработка металла фрезой имеет свои особенности в зависимости от типа материала.
Для обработки алюминия и его сплавов, следует использовать фрезы с большим углом заточки и высокой скоростью вращения. Подача материала должна быть средней или высокой, чтобы получить оптимальную производительность обработки. Также необходимо учитывать возможность образования осколков, которые могут повредить обрабатываемую поверхность.
Для обработки стали и ее сплавов, следует использовать фрезы с небольшим углом заточки и низкой скоростью вращения. Подача материала должна быть малой, чтобы избежать перегрева и деформации материала. Также следует использовать охлаждающую жидкость, чтобы предотвратить образование осколков и улучшить качество обработки.
Для обработки титана и его сплавов, следует использовать фрезы с углом заточки от 20 до 30 градусов и низкой скоростью вращения. Подача материала должна быть малой, чтобы избежать перегрева и деформации материала. Также следует использовать охлаждающую жидкость и специальные режимы обработки, чтобы избежать образования осколков и повреждения обрабатываемой поверхности.
Выводы
Обработка металла фрезой является сложным и ответственным процессом, который требует учета многих параметров. Оптимальный выбор угла заточки, глубины резания, скорости вращения фрезы и подачи материала зависит от типа материала, его свойств и требуемого качества обработки.
Для достижения высокого качества обработки металла фрезой, необходимо проводить эксперименты и определять оптимальные значения параметров для каждого конкретного случая. Важно учитывать все параметры, включая угол заточки, глубину резания, скорость вращения фрезы, подачу материала и другие, чтобы достичь лучших результатов и избежать повреждения обрабатываемой поверхности.